ACT was founded in 1976 to apply powder coatings...

The fire that ripped through the wooden roof of Advanced Coating Technology in Mechanicsburg... [Read Article]
Customer quality audits and Government Source Inspection (GSI) required our inspection system met...
ACT applies both powdered plastic coating (powder coat) and paint (liquid).
We have slightly more than 1/4 mile of conveyor (total).
View our capabilities (on this page) to learn more.
We'll apply your specified finish system or assist in developing and specifying a coating system that meets your cosmetic and performance requirements.
The proper substrate preparation is critical to any finishing method. Our experience with a large variety of fabrications, extrusions, machined, stamped, and cast parts has taught us a great deal about processing lubricants and methods for removal to assure a clean surface.
1. Hot alkaline cleaning or 5 stage clean and pretreat

2. Grit, shot, and bead blasting
3. Masking - after we've properly cleaned and pretreated your part we'll perform needed masking - even the complex stuff
4. Well designed racks or fixtures can impact both the quality and efficiency of the coating process. We buy or build based on the complexity of the fixture..

Epoxy, polyester, and urethane, hybrid thermosets as well as nylon and vinyl thermoplastics. Textures, wrinkles, hammertones, matte or gloss, and color matched to RAL, PANTONE (PMS), FED-STD-595, or your custom color.
Contact us to determine if our coating and process meets your UL, FDA, USDA, NSF, AWWA, MIL SPEC, RoHS, or other requirement.

1. Electrostatic spray
2. Fluidized bed
Our "wet" paint shop specializes in MIL-SPEC finish systems, dry film lubricants, fluoropolymer coatings including Xylan® and Dykor® conductive coatings offering EMI/RFI shielding, and a ceramic metallic (cermet) system that provides excellent corrosion resistance at temperatures up to 1200°F. We primarily apply the cermet system to OE motorcycle exhaust components.
We can perform extensive masking before applying paint

1. Four separate painting lines with up to 160 feet of conveyor in each
2. Electrostatic and HVLP manual spray application
3. Ideal part size up to 24 x 66 x 24" but contact us to discuss your max part size
4. Gas and electric cure ovens with calibrated temperature accuracy and uniformity
5. Robotic application of liquid coating in a dedicated room with conveyor, spray booth, electric oven, and make up air system controlling temperature and humidity.
Dykor and Xylan are registered trademarks of Whitford Corporation
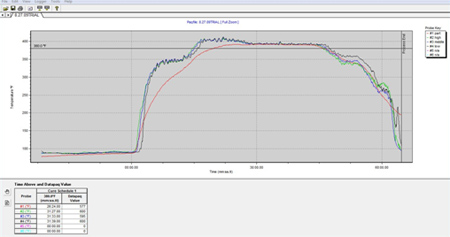
We have a number of ovens, both electric and gas fired, to dry and cure coated parts.
All are routinely checked for temperature accuracy and uniformity - and at temps up to 650F.
Two ovens utilize PLCs to provide control and repeatability of specific cure cycles.
We can monitor, record, and supply objective evidence of cure temperature and time.
All ovens were built for us and to our specifications. With ovens ranging in size from 48 x 48 x 72" to 3 x 5 x 150' we can correctly and efficiently cure your parts.


We serve as either a Tier I or Tier II, whichever best fits your system and needs. We use your EDI system to plan, schedule, manage our materials, and ship finished goods.
Bar code, cycle counts, and special packaging are among the services we provide.
Our focus is on in process quality control, and from the moment your parts hit our dock. We'll not only monitor the quality of our process, we can work with your guidelines to identify and segregate non conforming parts.
Our current Quality System meets MIL-I-45208. We maintain inspection equipment to monitor coating thickness, gloss, adhesion, surface roughness, proper cure, oven accuracy, and condition of cleaning and pretreatment chemistry.
We use accredited labs for the testing we can't perform in house - including salt spray to ASTM B117.
We can follow your quality specs and inspection plan or work with you to develop a plan that assures coated parts that meet or exceed your expectations.
Quality at ACT includes proper documentation, labeling, packaging to protect coated or delicate surfaces, shipping on your specified carrier. And, we'll accurately handle your drop ship, bar code, and EDI requirements.

Since our founding in 1976, Advanced Coating technology has been perfecting our use of powder coating technology. In our more than 40 years of experience, we have become experts at pretreating and coating cast, extruded, forged, stamped and welded components from a diverse range of industries. Our facility is outfitted with electrostatic spray and fluid bed capabilities so we can thoroughly coat whatever materials your business requires.
We use only the most reliable and modern coating equipment to ensure that your components are thoroughly protected and prepared to rise to your industry's demands. We have experience applying everything from plastic powder coating to liquid paint, so you can rest assured knowing we'll give your projects a thorough and durable shine. Every Advanced Coating Technology project uses sustainable coating solutions that minimize our environmental impact and VOC release.
Contact us today to learn more about our innovative liquid paint and powder coating technology and how we utilize common coating techniques to their full potential to deliver exceptional results.
Advanced Coating Technology has been at the forefront of powder coating technology in Pennsylvania for more than 40 years. Our coating processes combine our efficient automation and the knowledge of our experienced operators who are constantly upholding the highest standards of quality. Each of our experienced technicians can apply your own powder coating solutions or recommend the coating service that works best for your project.
Whether you need a small batch or a large production run of components coated, we'll give your order the same amount of attention to detail so your batch receives an even coating and superior application. We offer electrostatic and fluidized bed coating to accommodate any size request and frequently work with the following industries:
If necessary, we can produce and apply powder coatings engineered specifically for high temperature and corrosion-resistant jobs. We will work with you to ensure that your powder coating meets any AWWA, FDA, OEM, NSF, UL or USDA specifications required.
Advanced Coating Technology also has extensive experience providing MIL-SPEC coatings for both aircraft and land vehicles. We will apply CARC, Interior CARC Coating and CARC finishing camouflage coating to provide absolute maximum durability and resistance to wear and tear. With the right coating technology applied, you can achieve temperature resistance, noninfrared reflective properties, electrical insulation, camouflage and dry film lubricity.
At Advanced Coating Technology, we use the following industrial finishes and coatings to strengthen your components:
Copyright © 2024 Advanced Coating Technology. All rights reserved. | Sitemap
![]()